公司
泊头市特种泵阀制造有限公司
24小时服务热线:15833379552
销售专线电话:0317-5566815 7947649
公司传真:0317-8294590
公司地址:河北省沧州泊头市南仓街
技术文档
常见问题
公司
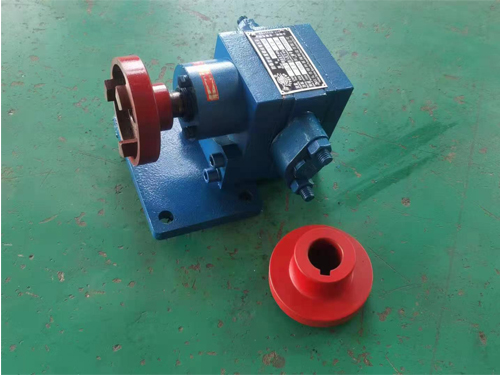
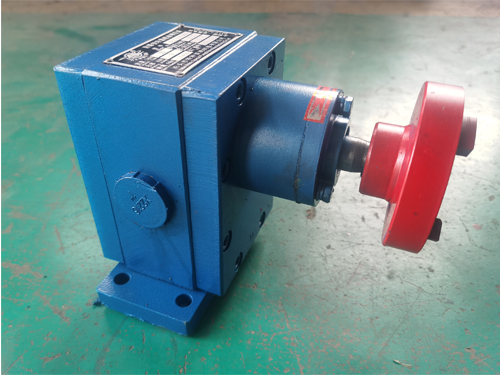
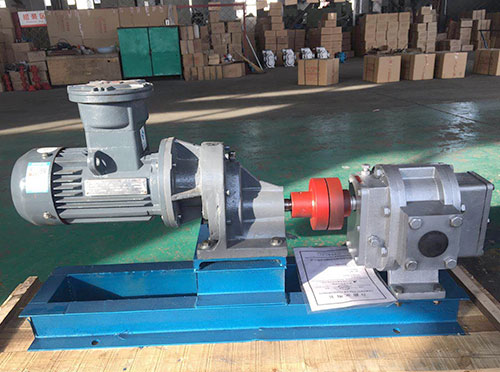
石油齿轮泵液压油的影响及管道防腐处理技术
[一]、齿轮泵液压油的影响
(1)液压油清洁度超差,污染颗粒大,各种液压控制阀及管道内的粘砂、焊渣等也是造成污染的原因之一。
因为齿轮轴轴径与密封环内孔间隙很小,油中的较大固体颗粒进入其间,造成密封环内孔的磨损、划伤或随轴旋转,致使二次密封的压力油进入低压区(骨架油封处),造成油封击穿,此时应过滤或换新抗磨液压油。
(2)液压油粘度下降、变质后,油液变稀,在齿轮泵高压状态下,通过二次密封间隙的泄漏增大,由于来不及回油,引起低压区压力升高,从而击穿油封。建议定期化验油液,选用抗磨液压油。
(3)当主机大负荷工作时间过长及油箱油面较低时,油温可升高到100℃,致使油液变稀、骨架油封唇口老化,从而引起窜油;应定期检查油箱液面高度,避免油温过高。
[二]、管道防腐前的金属表面处理技术
目前一般金属防腐工艺为金属表面涂覆防腐蚀或耐腐蚀材料,将金属同腐蚀介质分离而达到防腐的目的,在实际中齿轮泵管道表面处理做得不好,性能再好的防腐材料也达不到理想的防腐效果,而且几乎所有的防腐材料都强调防腐前的表面清理。
1、化学表面处理技术
除油:钢材表面的油脂,按其性质可分为皂化油和非皂化油两类,两种油脂均不溶于水,只能通过溶解、乳化、电解或机械方法来处理,可采用碱液化学除油、电化学除油、有机溶液除油。
酸洗:酸洗除锈根据金属材料的性质、表面状态以及要求不同而选用不同的酸洗溶液和酸洗方法,一般情况下在金属材料经过表面除油后在经过酸洗,可采用化学酸洗和电化学酸洗。
磷化:把金属放入含磷化和可溶性磷酸盐的稀溶液中进行适当处理,在金属表面形成不可溶的、附着性能好的磷酸盐膜,这一过程成为金属的磷酸或磷酸盐处理,磷酸盐膜主要用于涂料的底层。
2、表面喷抛射除锈处理技术
不锈钢齿轮泵道金属表面的清理一般来说,有工具除锈和喷抛射除锈两类,工具除锈可分为手动和动力工具除锈的方法。喷抛射除锈土要有敞开式干抛射和封闭式循环喷射。由于残留物的存在,清理完毕后还需要表面净化处理,喷抛除锈清理可在金属表面形成一定的锚纹,增大金属表面面积,相应提高了防腐材料同金属表面的附着力。